

The storage and transportation of snack and food products is one of the greatest problems facing snack and food brands. Among the key causes of spoilage, loss of flavor, and the decrease in the shelf life are moisture and oxygen. In the case of the food pouch packaging, the solution best suited must be taken when the case of the companies is in question to ensure that the items are protected during storage, transportation and display in the retail. Cailyn offers its high-rank packaging technologies that are channeled towards eliminating these threats and provide a stable quality of products..
Understanding the Effects of Moisture and Oxygen
Food products of various types may be subject to a lot of influence by oxygen and moisture. Snacks that are dry such as chips and crackers lose their crunchiness when they come into contact with moisture and rotting of the nuts may also occur due to the presence of oxygen that causes rancidity in the snacks and off-flavor.
A good package of a food pouch should also provide a controlled internal environment to reduce such external forces imposed. It does so using the schemed material designs and capping technologies of which are virtues in the packaging solutions provided by Cailyn.
High-Barrier Packaging Materials
The other best alternative in preventing the damage of the moisture and oxygen is the high-barrier materials. Multi-layer laminated films used in the food pouches of Cailyn are a compound of various materials that facilitate the fact that external elements are not readily added.
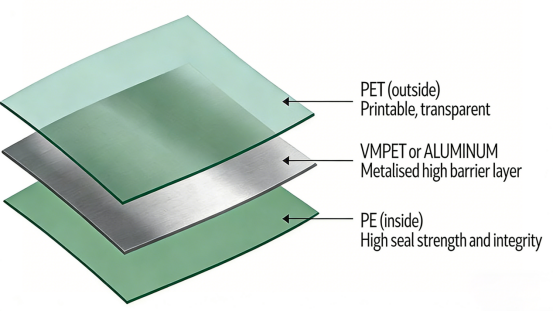
To illustrate this case, the strengths like the PET layers are used to give them strength and the specialized barrier layers like the metallized films or the aluminum foils are applied in to ensure that oxygen and moisture do not get in. These are massive snacks, dry food and powdered food product buildings which have a lengthy shelf life. By simply modifying the performance of the barrier product to the specification of the product, Cailyn, will be able to make sure that each pouch will have maximum protection with minimum material wastage.
| Material Type | Common Structure Examples | Oxygen Transmission Rate (OTR) | Water Vapor Transmission Rate (WVTR) | Key Characteristics & Applications |
| (cm³/m²·24h·0.1MPa) | (g/m²·24h) | |||
| Aluminum Foil Laminate(Highest Barrier) | PET/AL/PE | < 0.5 | < 0.5 | Top-tier Barrier. Completely light-proof, oxygen-proof, and moisture-proof. Applications: Premium chips, coffee, milk powder, easily oxidized nuts, long-shelf-life jerky. |
| Metallized Film Laminate(High Barrier) | PET/VMPET/PE | 1 ~ 5 | 0.5 ~ 1.5 | Cost-Effective Choice. A thin aluminum layer is vacuum-deposited onto the plastic. Barrier properties are second only to aluminum foil, with better flexibility (less prone to pinholes during handling). Applications: Puffed foods, biscuits, standard nuts, instant powders. |
| High-Barrier Co-extruded/Coated Films (Transparent High Barrier) | PET/EVOH/PE | 1 ~ 10 (Depends on EVOH/PVDC thickness) | 2 ~ 5 | Transparent & High Barrier. EVOH has excellent oxygen barrier but is sensitive to humidity;Suitable for products where visibility is required. Applications: Transparent packaged sausages, premium biscuits, nuts requiring transparency. |
| Standard Composite Films(Medium-Low Barrier)c | PET/PE OPP/PE | 50 ~ 150 | 5 ~ 15 | Basic Protection. Moderate oxygen and moisture barrier capabilities; low cost. Applications: Short-shelf-life candies, low-moisture dried fruits, bulk snack repackaging with low shelf-life requirements. |
| Single-Layer Films(Low Barrier) | PE (LDPE/HDPE) | > 1000 | 10 ~ 20+ | Sealing Layer Only. Cannot meet shelf-life requirements for most snacks when used alone. Applications: Typically used as the inner heat-seal layer of composite films, not as the outer barrier layer. |
Notes:
Information is characteristic values; particular numbers depending upon the thickness of the film, the process of its manufacture, and conditions in the environment.
Test conditions are typically: OTR (23°C, 0%RH or 50%RH), WVTR (38°C, 90%RH).
EVOH (Ethylene Vinyl Alcohol) is a great oxygen barrier, which becomes ineffective in the high-humidity conditions, hence it is usually surrounded by the protective layers.
VMPET is Metallized Polyester Film.
Technology of high-level sealing
Even the best materials may fail to contain as much as they are capable of holding so long as the packing does not go well. Leakage of air especially in the instances when the product is carried over long route is an important factor that causes deterioration of the product.
One of the aspects that Cailyn focuses on when heat sealing and pouch designing is accuracy to come up with airtight seals. The seals are extremely impervious thus do not only hinder entrance of oxygen but also hinder entrance of water. Other properties like resealable zipper and spouts are designed in such a way that when it is opened it will not lose its integrity to improve its functionality and usability. The large control of the manufacturing and the modern equipment will guarantee the high level of the sealing quality that minimizes the possibility of the defects in the large-scale production.
Eco-Friendly High-Barrier Customization
Our company considers sustainable development at all levels of designing and production of food pouches, although giving priority to moisture and oxygen resistance is prevalent in food pouches. FSC-certified all food-grade high-barrier pouch packaging materials have low-carbon footprints, but have the best moisture and oxygen barrier properties.
Our biodegradable and recyclable high-barrier customizable solutions are designed with the structure of the eco-friendly material formula and barrier layer customized according to the requirements of different food products protection. Brands are able to protect their products against moisture and oxygen damages and meet their sustainable brand promise, which will attract the increasing number of environmentally aware consumers in the international market.
Storage and Transportation
The external conditions such as storing and logistics also affect the packaging performance. Packaging is ruined because of fluctuations in temperature, moisture and physical damages.
Cailyn has packaged food in a way that is difficult to pierce and squeeze food in addition to environmental destruction. This assists in the maintenance between the manufacturing and the eventual consumption of the barrier in the international supply chain.
Cooperation with Right Packaging Supplier
It needs the right material to be used and the new technology and consistent quality check to ensure that goods are not destroyed by water and oxygen. The collaborator to sponsor the food brands is Cailyn whom they are able to defend their products, design their own pouch designs, and assure their consumers of quality products that generate no wastes.
High-performance food pouch packaging is neither a technical decision nor a strategic business factor to the business that not only considers the value of the shelf-life of the products, but also makes a decision to compete based on the quality of their product in the modern food market.